

膜片聯軸器制作流程及附加承載力
- 發表時間:2024-12-09
- 作者:
- 人氣:52 次
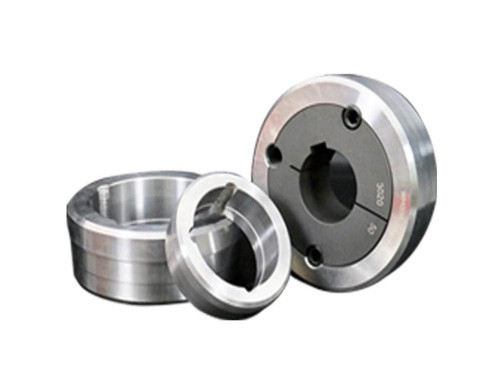
膜片聯軸器的傳動裝置速率在短時間承載能力為額定電流扭矩的二倍運行,轉距從積極主動端半聯軸器輸入,經過沿圓內間隔規劃的主傳扭地腳螺絲將轉距傳送至空氣減壓閥組,然后由空氣減壓閥組依據地腳螺絲傳入中間節,并一樣由另一端的空氣減壓閥組、地腳螺絲及從動端半聯軸器導出。膜片聯軸器能夠替代齒式聯軸器的二軸連接機器設備,空氣減壓閥組由總量的薄不銹鋼板材涂層空氣減壓閥疊合板成的,依據它去傳輸轉距,運用聯軸器連接二軸。
當各種各樣偏差此外出現的時候,相對應的規定值要下降,為了方便提升聯軸器的使用壽命,建議將直線軸偏差設為規定值的1/3以內。在插到組裝軸之后再擰緊鏍釘,不然就會導致聯軸器彎曲。擰緊鏍釘時,請運用扭力扳手,切勿運用零配件以外的鏍釘組裝。若是在運作的狀況下出現異常聲音,請馬上停止工作,并對安裝精度,鏍釘松動情況等分別進行檢查。建議組裝調整完成后在鏍釘外表面涂粘接劑,提高維護保養特點。
膜片聯軸器在制作的過程中偏少是由一個空氣減壓閥以及2個半聯軸器進行組成,而且所選用的空氣減壓閥用螺絲扭緊在連軸器上一般不易松動甚至造成空氣減壓閥和連軸器中間反作用力。有些聯軸器廠家會提供2個空氣減壓閥,是有提供三個空氣減壓閥的,中間有一個或2個彎曲剛度電子器件,兩邊再連到連軸器上,處理各式各樣偏差工作能力不一樣,因其務必空氣減壓閥能繁瑣的彎曲,因而單膜片聯軸器不是很融進載荷,雙膜片聯軸器可以此外曲向不一樣的方向,因此來賠付載荷。
由于生產加工及安裝有偏差的主要原因、組裝彎曲、熱彎曲以及電機轉軸下沉等原因,軸線間會導致某種程度的軸頸、鋸輪、徑向偏概中心線的相對偏差會到軸、滾柱軸承和聯軸器上導致附加承載力,使柴油發電機工作上規范膜片聯軸器能夠根據空氣減壓閥的韌性來消化軸線之間的三向偏差,工作上規范膜片聯軸器能傳送大一點的轉距,并且具備結構簡單、生產制造方便快捷、無需要潤滑等優點,因而廣泛應用于船艦、化工機械設備、機械制造等領域。
- 石家莊市金明機械加工有限公司 銷售熱線:13785157777
售后服務:13803119999
郵箱:13803119999@163.com
地址:河北省石家莊市韓通工業區
